Cascading challenges
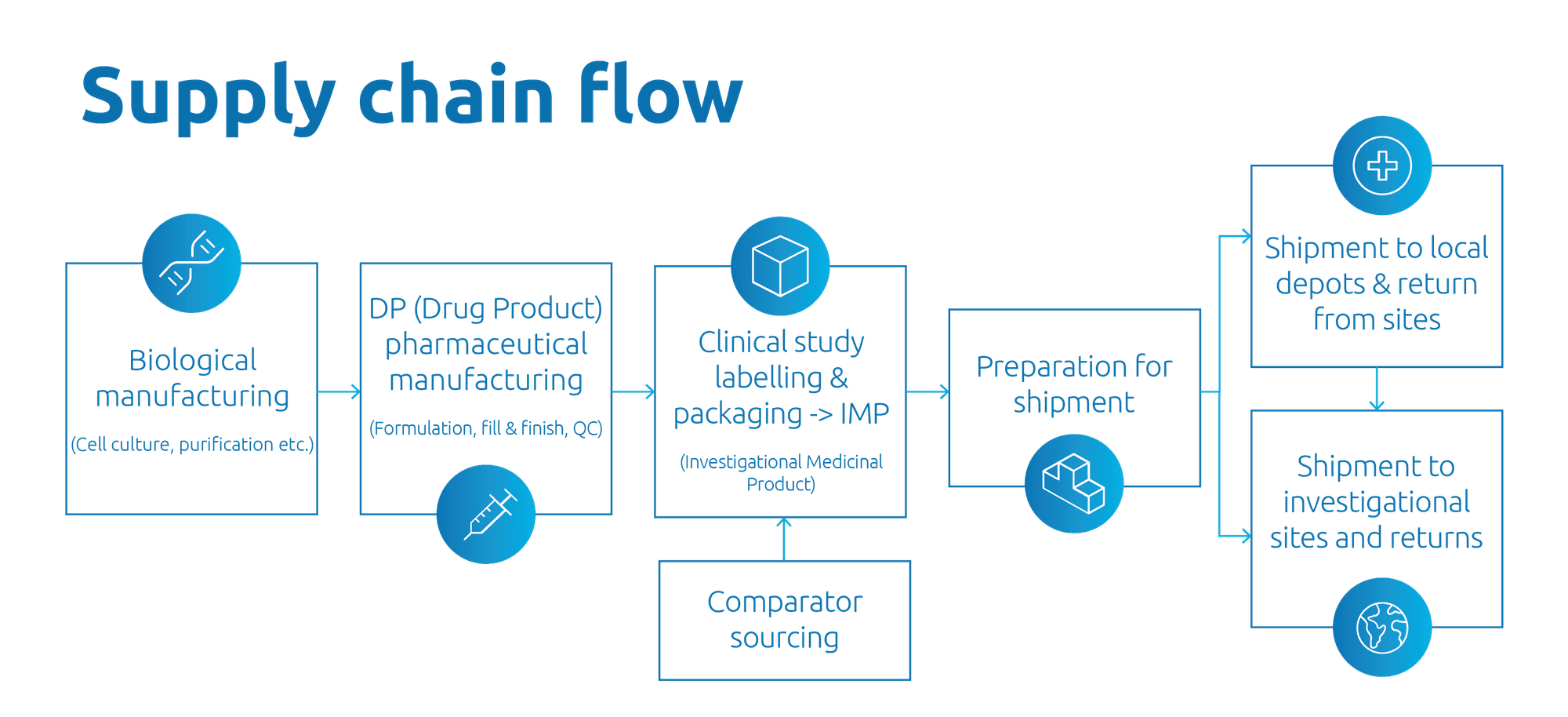
From the manufacture and packaging of drugs to the destruction of unused quantities, the clinical trial process involves several stages, each of which poses its own logistical challenges and adds to the overall complexity.
Chemistry, manufacturing and quality control (CMC)
In the upstream manufacture of test drugs, we must precisely determine the quantities needed, to mitigate the risk of unnecessary shortages or excesses. Companies must also have the appropriate resources to produce the planned volumes, on schedule, and in compliance with local regulatory and environmental requirements.
Packaging
For clinical trials, the laboratory must design packaging specifically for each study, so as to make it impossible to distinguish the test drug from the comparator in the case of a blind study.
Here, the format of the box and the number of treatment units (eg. vials or pre-filled syringes) it contains are crucial: if there are too many units per box, there is a risk of excessive wastage, due to unused treatment (because the protocol requires patients to return boxes for destruction at each visit, finished or not). But, if there are too few treatment units per box, there is the risk of wasted packaging and increased shipping volumes - negatively affecting the environment. In the case of bioproduction treatments, which must always be kept cold, this is unacceptable, both for patients and for hospitals with limited cold storage capacity.
Generally speaking, optimizing kit design is very important, both to reduce the environmental footprint and to keep patients in the study - bearing in mind that it's not uncommon for some patients to quit due to the demands of the protocol. This could invalidate the whole study if too many patients drop out or extend the length of the study to obtain the number of patients needed to take the results into account.
Labeling is another aspect of design that is paramount for traceability. A range of languages must be available, but providing this through conventional leaflets can be paper intensive. To limit the environmental footprint, alternatives must be found.
Finally, packaging is paper, cardboard, plastic, aluminum and glass: all materials whose consumption and weight must be minimized to reduce the environmental footprint. Here we can turn to alternative materials that offer the same performance, but are more respectful of the environment.
Protocol optimization
The details of the protocol will largely determine logistics and compliance. These details also depend, of course, on the nature of the disease and treatment. Having patients return more frequently may increase their odds of quitting, but it is also a way of giving these patients more precise quantities of medication, reducing the risk of these medications being poorly preserved (especially if they must be kept cold) and ensuring that the correct dosage is administered. Put simply, there's a delicate balance to be struck between patient convenience and the precision of the study.
The way in which treatments are made available in hospitals, as defined in the protocol, also has a major impact on the number of shipments to countries and facilities and the number of treatments consumed or used for the study.
Calculating clinical needs
The difficulty of this stage lies in the many parameters to be taken into account, the uncertainties surrounding them and the need to anticipate production orders well in advance (generally six months). What will the final study design look like? How many patients will ultimately take part in the study? In which countries will they be located? Will economic, health and geopolitical conditions allow sufficient access to comparator drugs in each of these countries?
The international dimension of clinical trials means that the regulations of each participating country must also be taken into account. These can vary considerably, for example, on expiration dates. In China, for instance, only drugs with an expiration date of more than one year can be used in clinical trials.
This imposes considerable logistical and management constraints. One of the challenges is to carefully choose the list of participating countries (for example, avoiding those which have difficulty recruiting, or others known for cumbersome regulations and slow administrative procedures). Doing this can help in several ways; challenging patient predictions - allowing us to more accurately calculate the clinical needs of the trial (thus reducing waste), based on the number of participants we can realistically recruit. It can also make the hypotheses more reliable, and minimize difficulties and the risks of hazards, while maintaining the reliability and representativeness of the study.
Supply of comparator drugs
We must also ensure that control patients treated with an existing drug receive the necessary doses. To do this, we use several suppliers to ensure the safety of the treatments - multiple suppliers ensure continuity of treatment for patients, in the context of global drug shortages, by sourcing from different local markets, avoiding the risks of stockouts or dependency on a single supplier. Here, the challenge is to build up sufficiently large stocks to avoid delays in patient recruitment or the start of the study, or disruptions to a study in progress. This, however, must not strain available quantities of the drug to the rest of the population in the context of shortage.
Distribution
We must also ensure that all participating healthcare establishments receive the right quantities of the test drug and comparators throughout the study - not just in large quantities before the start of the study (as is often the case). Beware, however, of the environmental impact and cost of too many shipments (especially if unused doses have to be repatriated for destruction). All of this calls for the optimization of the distribution chain, in particular, by determining the number and location of international depots, as well as the frequency and volume of shipments.
Results
The challenges of the clinical trial supply chain don't stop with drug administration. More often than not, biological samples (blood, for example) must also be managed and analyzed, to monitor patients’ physiological parameters, the efficacy of the treatment and any side effects. The logistical process involved is extremely delicate, because you must move fast to carry out analyses as quickly as possible (before the samples spoil), while taking great care of the samples (eg. controlling temperature) and complying with the various regulations that apply throughout the chain. These include the handling and destruction of biological samples, medical waste management, and the confidentiality of personal and health data.